
Click to enlargeAccess doors allow rapid cleaning and visual inspection of all material contact surfaces.

Click to enlargeOperator programs mixing cycles at a frame-mounted control panel.

Click to enlargeInternal flights direct blended material toward and through a plug gate valve with no stratification into a Gaylord on a scale.
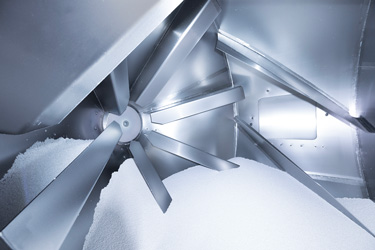
Click to enlargeProprietary mixing flights impart a gentle four-way tumble–fold–cut–turn mixing action that achieves batch uniformity in one to three minutes with no heat generation.

Click to enlargeA box dumper unloads the contents of each container into a portable stainless steel hopper.

Click to enlargeExtruded engineered thermoplastics are cooled and pelletized.

Click to enlargeThe hopper is forklifted above the Rotary Batch Mixer inlet where the contents are discharged via a knife gate into the mixer as it rotates.

Click to enlarge
Click to enlarge
Click to enlargeColor quality is validated with both a spectrophotometer and by visual inspection.

Click to enlargePolymer Resources' Farmington, CT headquarters produces specialized engineering resins in custom colors.

Click to enlargePolymer Resources' engineering resins ship to a global network of molders and extruders.
