Compounding Cable Covering in a Rotary Mixer
Gentle blending, heating and cooling in rotary mixer promotes absorption of additives
INDIANAPOLIS, IN — In General Cable's R&D department, a team of physicists, chemists, polymer scientists and mechanical engineers develop insulation and jacket materials for its wiring products to satisfy tightening regulations and customer demands.
The group relies on its Indianapolis Technology Center to develop materials used for wire insulation and jacketing of power cables used in utility, petrochemical, gas, mining, nuclear and military applications.
According to Technical Services Manager Bruce Johnston, blending of thermoplastic resin pellets with solid and liquid additives for wire insulation compounds is a critical part of the development process, and presented the technical services department with several challenges. "We use a variety of thermoplastic resins, including LDPE, LLDPE, EVA, PP, CPE, and Silicone, which we mix with peroxides to produce thermosetting (or crosslinkable) compounds," he explains. The insulating compounds are crosslinked to allow the cables produced with them to operate at higher temperatures than thermoplastic insulations.
To prevent high shear forces from degrading temperature-sensitive thermoplastics and/or melting the resin pellets, the team previously needed to start and stop its existing high-speed mixer repeatedly. They now utilize an MX-1-SSJ rotary batch mixer from Munson Machinery that gently tumbles the material in a rotating drum. The unit has a volume capacity of 1 cu ft (0.03 cu m) and weight capacity of 50 lbs (22.7 kg), and can blend at anywhere from 100 to 10 percent of capacity with equal effectiveness, enabling the team to vary its testing protocols. The mixer is also jacketed, allowing operation at various temperatures as required by different materials.
Compounding tailors properties of thermoset wire covering
The basic mixing process stimulates the absorption of peroxides by pelletized, thermoplastic polymers one-eighth of an inch (3.175 mm) in size. The peroxides act as curatives that give the polymers the ability to crosslink and become thermosetting. "As for the polymers, we use elastomers, polyolefins, and silicones, but mainly polyolefin-based materials," Johnston says. "Generally the resin must absorb from one to about three percent of its weight in peroxide, which sometimes requires pre-heating of the pellets. In addition," he continues, "the R&D department is looking at antioxidants that are liquid at room temperature." Antioxidants can extend the lifetimes of the final materials and improve their electrical properties.
Johnston's group had no first-hand experience with a rotary batch-type of mixer, but the staff of General Cable's Indianapolis Compounds plant uses a 300 lb (136 kg) capacity model 700-TS-17. "Much of the decision came from the compounding plant's familiarity with the mixer," recalls Johnson, "and Munson helped us determine the size we needed."
At 1 cu ft (0.03 cu m) batch capacity, the MX-1-SSJ is among the smallest in a line of miniature rotary batch mixers ranging in capacity from 0.25 to 15 cu ft (0.01 to 0.42 cu m), all being scaled-down versions of production-scale units ranging from 10 to 600 cu ft (0.28 to 17 cu m) in capacity.
Designed for applications in laboratories, pilot plants, and small production operations, it tumbles, turns, cuts, and folds its contents, minimizing degradation of materials that are friable or sensitive to pressure and/or temperature. "Sometimes we're looking at adding new curatives," Johnston says. "We want as much flexibility as possible, to add different compounds that require different temperatures."
The team specified the mixer with a water jacket allowing operation at temperatures to 200°F (93°C). "The constant exchange of material against the heated drum wall with no dead spots provides uniform heat distribution and eliminates the need for remixing," Johnston explains, adding, "We benefited from the unit's low shear mixing, which minimizes frictional heat and the generation of fines, and from hydraulic tipping and an easy-to-clean interior.
Establishing mixing protocols
The mixing process begins with pellets received from suppliers or formulated by the researchers. "Then the choice of procedure depends on which peroxide is being added to which polymer," Johnston explains. "Some peroxides are liquid at room temperature and others are solid and must be melted. Going into the mixer, though, they're always in liquid form."
Each mixing protocol depends on the properties of the batch ingredients. "The typical dwell time is two hours, but we have some materials that will absorb the peroxide in just 20 minutes," Johnston says. The mixer is actually capable of blending all components uniformly in less than three minutes. Mixing temperature is also a factor. Copolymers such as EVA and EEA are relatively soft, enabling pellets to absorb the peroxide at room temperature. Other materials will absorb only when they are heated, which can cause its own problems. "If the temperature of the mixer must be increased to promote absorption of the peroxide, the pellets can become tacky and adhere to the drum," Johnston continues. "In this case, it is necessary to reduce the temperature of the drum and continue mixing to cool the pellets."
For each procedure, technical service personnel load the mixer with the required weight of the material, pour in the peroxide, and start the mixer. "For new materials," Johnston points out, "we check it every 15 minutes; it can take a lot of cleaning if you get the temperature wrong." To complete the process, the team might add extra curatives, which stabilize the polymer-peroxide mix. This process often takes place in a second mixing step.
To determine the optimum batch sizes, the team experimented with 50 lb (22.6 kg) batches, close to the mixer's maximum capacity. However, with materials whose specific gravity exceeded 1.0, the team quickly found that 25 lb (11.3 kg) batches provided the amount of material that the R&D department needed. "Twenty-five pounds (11.3 kilograms) of compound can make 3,000 to 4,000 feet (915 to 1,220 meters) of 14-gauge wire," Johnston says. "That's enough for initial evaluation." The 25 pound (11.3 kilogram) batch size also works most of the time for materials with specific gravity below 1.0, although those sometimes require 50 pound (22.6 kilogram) batches.
"The particular value of the device stems from its ability to adapt to various batch sizes and temperatures while minimizing unwanted shear, heat generation or material degradation," Johnston says.
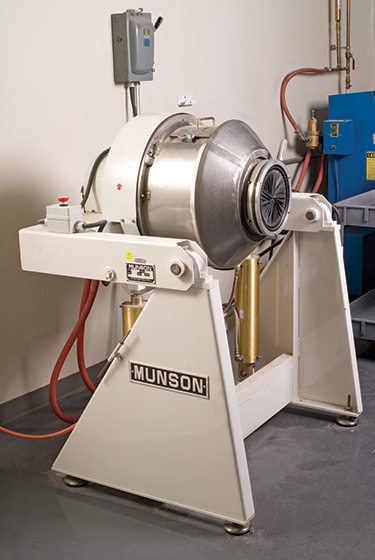
Click to enlargeMunson MX-1-SSJ miniature rotary batch mixer with mixing vessel jacket plumbed to a water-heating unit (blue in background).

Click to enlargeLoading port of the miniature rotary batch mixer.

Click to enlargeA General Cable technician loads pelletized resin into the miniature rotary batch mixer.

Click to enlargeThe miniature rotary batch mixer with loading port and iris valve closed, ready for a mixing cycle.

Click to enlargeTechnician tilts the mixer to vertical for discharging.

Click to enlargeBlended compounds are discharged at a controlled rate through the mixer's iris valve.
Click to enlargeCompounded LDPE resin.

Click to enlargeEPDM-insulated 25 kilovolt, power cable.


 Wire & Cable Asia May 2009.jpg)
 Case History-Machine Design Dot Com-02-05-09.jpg)
 Case History-Wire & Cable Technology Nov-Dec 08.jpg)