Rotary batch mixer yields high-quality blends for powder metallurgy
EMPORIUM, PA — GKN Sinter Metals Inc. is the world's largest manufacturer of parts made by powder metallurgy, a molding process that produces complex shapes with a range of properties. Powder metallurgy offers benefits in part fabrication over competing metal processes. It is faster than forging or casting and permits the use of more performance-enhancing alloys than die-casting. GKN Sinter Metals, Auburn Hills, MI, has about 40 sites worldwide, producing components like gears, bearings, and pulleys for automotive engines and transmissions, lawn and garden products, home appliances, and power tools.
A critical part of GKN's operations is blending metal powders. At the company's Emporium, PA, plant, GKN relies primarily on a 205 cu ft (5.8 cu m) Rotary Batch Mixer from Munson Machinery Co. Inc., Utica, NY, to process millions of pounds of powder every year. The mixer handles truckload-size batches of just over 45,000 lb (20,412 kg), and provides the mixing efficiency necessary to formulate high-performance grades, says Matt Grimone, powder process engineer at GKN. To handle the weight, the mixer was configured with dual drives.
The mixer can effectively process batch volumes as low as 15% of rated capacity, thus eliminating the need for multiple machines for smaller-batch processing.
Despite the amount of material it processes, the blender's mixing action is gentle enough to assure consistent batch-to-batch properties, Grimone says, especially in the critical area of apparent density, which is how much powder it takes to fill a given volume before molding. Prior to acquiring the Munson blender, GKN used four cone blenders with capacities of 2,500 to 25,000 lb (1,134 to 11,340 kg). "The cone blenders tended to beat the material up during mixing, which affected apparent density from batch to batch," Grimone remarks. Since installing the Munson machine, GKN needs only one cone blender, the 2,500 lb (1,135 kg) capacity model, for batches of around 500 lb (227 kg).
Munson Rotary Batch Blenders utilize a lifter and baffle design that creates a four-way mixing action. Material is gravity-fed through a stationary intake port into the rotary mixing chamber, where it tumbles and turns in a low-intensity process that achieves complete particle distribution with no product degradation. Process times vary by user, but the mixing action of a Munson blender is efficient enough that homogeneous blends can be achieved in less than three minutes. For difficult-to-process materials that require shear, an optional Pin Intensifier can be installed near the discharge gate to break up agglomerates and assure homogenization.
Volume means loading and blending must be done simultaneously
Mixing operations at GKN begin with delivery of powdered metal in 5,000 lb (2,268 kg) cardboard bulk packs. The main ingredient is iron, which comprises 96% to 97% of blends. Other metals used in the most common formulations are copper (about 2%), which strengthens the iron, graphite (0.8% to 0.9%), to harden the blend, and an Acrowax lubricant (0.75%) that reduces friction of the iron particles during molding and acts as a mold release. Some blends use nickel instead of copper in the same proportion.
GKN develops blends from 58 recipes that are stored in a computer. Recipes list how much of each material goes into a blend. The process begins with manual weighing of bulk packs on a 25,000 lb (1,135 kg) capacity scale that's accurate to within 5 lb (2.26 kg) The bulk pack is then hoisted by fork-lift, inverted, and emptied into a cone-style hopper. The iron powder moves through a screening system and into a holding tank where other metals and additives are metered in, based on the formulation being produced. It takes 45 minutes to load the nine
5000 lb (2,260 kg) bulk packs of base metal and another 20 minutes to load the additives. The total batch weight of base material and additives is around 46,681 lb (21,174 kg).
Once the iron powder and additives are loaded, the material is gravity-fed through a slide gate into the mixing chamber. GKN's blending cycles last for one hour because of the time it takes to load the iron powder and additives. Grimone says that process time could be much shorter, but maintaining the one-hour blending cycle assures batch-to-batch consistency. During processing the blender operates at a slow 9 rpm. The blend is discharged into the same bulk packs used for loading.
The discharge system of the Munson blender is designed to evacuate all material from the mixing chamber. As the drum rotates, material moves toward the discharge gate, assuring 100% evacuation. "The blender cleans out very well," notes Grimone. "There are no cross-contamination issues." After discharge and packing, the blend is stored in a warehouse until it's used for molding.
In the forming process, blend is loaded into a cone-type hopper on a powder stand, which is elevated above GKN's powder metallurgy presses. The blend is gravity-fed into a container called a "shoe" on the die table of the press. From the shoe the powder is metered into a die cavity between two punches on the molding press. The powder is compacted by the press and molded into a net- or near-net-shape part. Some parts undergo further processing. One such process is sintering, a heat treatment that binds powder together at the molecular level and purges lubricant and binding agents. A part can be repressed and resintered when higher material density is required or to achieve an especially tight dimensional tolerance. Grinding is necessary for some shapes.
Gear production highlights productivity of powder metallurgy
As an example of the productivity that's possible with the powder metallurgy process, Grimone says that gears GKN used to machine out of cast metal were produced at a rate of 20 per hour. Powder metallurgy gears are fabricated at a rate of 680 per hour. The density of a powder metallurgy part is near that of cast metal. A solid metal part has a density of 7.87 gm/cc (0.28 lb/cu in) GKN achieves a density of 7.1 or 7.2 gm/cc (0.25 or 0.26 lb/cu in), which is "about the same," Grimone says.
In addition to process efficiency, the Munson Rotary Batch Blender is designed for heavy-duty use in harsh plant conditions. GKN's mixing process is dusty and involves abrasive materials. Nevertheless, says Grimone, "We haven't had any problems with the blender. Since purchasing it eight years ago," he notes, "only routine maintenance has been required."
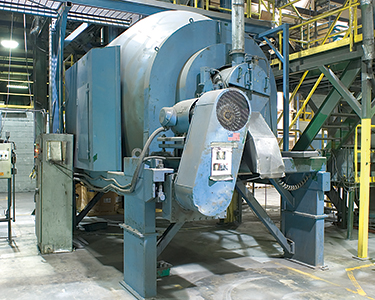
Click to enlargeGKN Sinter Metals uses this rotary batch blender from Munson Machinery to process 45,000 lb (20,412 kg) batches of metal powder and additives for powder metallurgy molding.

Click to enlargeOperator loads 5,000 lb (2,260 kg) bulk pack of metal powder into an inverter. Once the bulk pack is positioned beneath the hopper, machine revolves 180° to initiate material transfer. Operator removes hopper from inverter with a forklift and hoists it atop a holding tank installed next to the batch blender.

Click to enlargeMaterial runs from the hopper through a screening system and into the holding tank, where additives and lubricants are metered in prior to blending.

Click to enlargeMetal-powder formulation is gravity-fed through a slide gate into the mixing chamber. It undergoes a 1 hour mixing cycle at low speed.

Click to enlargeTwo-station batch-blending system includes the holding tank (left) and mixing chamber.

Click to enlargeBlend is discharged after mixing into the same bulk pack. Rotation of blending drum moves material toward the discharge gate for complete evacuation.


