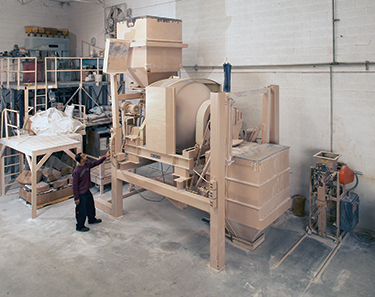
Click to enlargeThe fill hopper to the left of the mixer is in the "up" position as the operator loads a new batch into the mixer.
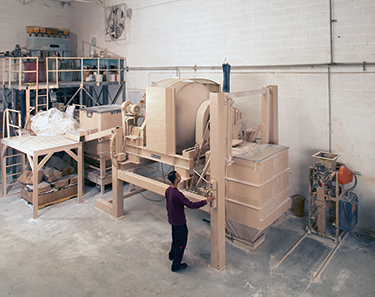
Click to enlargeA newly mixed batch is released into the discharge hopper by the machine operator.
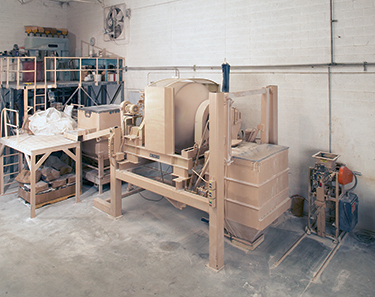
Click to enlargeThis rotary drum mixer at Mortex's plant has proved ideal for producing a premixed polymer-cement coating. The feed hopper and the discharge hopper, both in the "down" position, are located respectively on the left and on the right of the mixer.
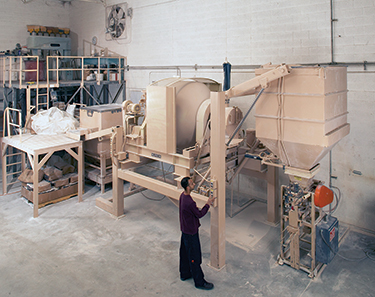
Click to enlargeThe discharge hopper, containing a newly mixed batch, is now in the "up" position and placed over the packing machine, which fills 50-lb bags.

Click to enlargePVC and wood fibers for extruded products are mixed in this Munson paddle blender. PVC is loaded into the blender from the plant's main PVC feed line (the horizontal gray pipe located near the ceiling to the left of the blender). Mixed material is discharged from the bottom of the blender and loaded into a moveable hopper by an auger (the long, white pipe in the foreground).

Click to enlargeA closeup of the paddle blender, showing the control panel and the machine's 10-hp motor.


