Particle Count, | Particle Count, | |
|---|---|---|
per Unit of Weight | per Unit of Area |
Fraction(mm) | Screen Size (b) | Per kg | Per lb | Per m² | Per ft² |
|---|---|---|---|---|---|
-4.75 + 2.36 | 4/8 | 440 000 | 200 000 | 43 | 3 |
-2.36 + 1.18 | 8/16 | 778 800 | 354 000 | 86 | 8 |
-1.18 + 0.600 | 16/30 | 4 400 000 | 2 000 000 | 517 | 48 |
-1.00 + 0.425 | 18/40 | 8 360 000 | 3 800 000 | 936 | 87 |
-0.710 + 0.300 | 24/48 | 14 300 000 | 6 500 000 | 1604 | 149 |
Typical Mesh Size |
|---|
| Application | U.S. Standard | mm |
|---|---|---|
| Aerial | 4/8 | -4.75, + 2.36 |
| Lawn and Garden | 8/16 | -2.76, + 1.18 |
| In-furrow | 24/48 | -0.710, + 0.300 |
| Typical agricultural broadcast | 24/48 | -0.710, + 0.300 |
| Special pneumatic distribution | 40/80 | -0.425, + 0.180 |
Bulk Density | Particle Count |
|---|
kg/m3 | lb/ft2 | Millions per kg | Millions per lb |
|---|---|---|---|
448 | 28 | 16.9 | 7.7 |
528 | 33 | 14.3 | 6.5 |
592 | 37 | 12.8 | 5.8 |
929 | 58 | 8.1 | 3.7 |
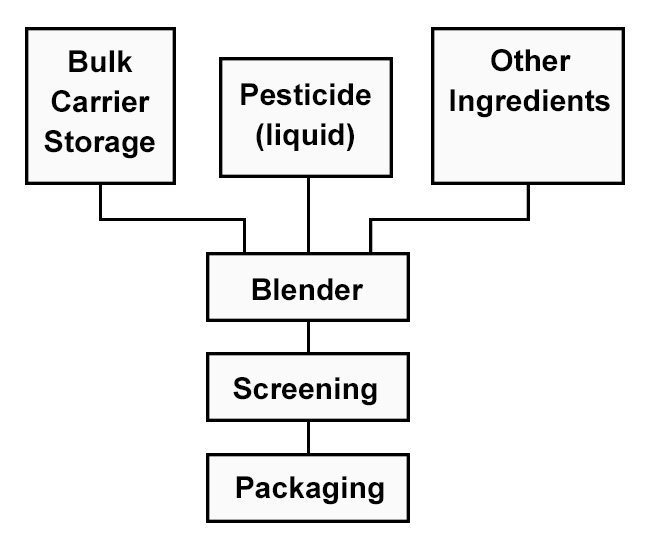
% | |
|---|---|
Carrier | 70-98 |
Pesticide | 2-30 |
Solvent | 0-10 |
Deactivator | 0-7 |